Adhesive Failure Analysis in Automotive Brake Light Assemblies
Adhesive bonding plays a critical role in the integrity of automotive exterior components, especially in applications involving brake lights where strong adhesion between the lens and housing is essential. This article highlights a detailed laboratory analysis performed on adhesive samples collected from both functioning and failed brake light assemblies. The investigation combined FTIR, TGA, EDS, and microscopic methods to uncover the root cause of adhesive failure observed in certain production lots.
1. Background
Multiple adhesive samples, labeled as ‘good’ and ‘bad,’ were analyzed to determine the reasons behind glue failure between the brake light lens and housing. The parts had been used under similar manufacturing and environmental conditions. Initial observations indicated differences in adhesion performance, prompting a comprehensive analytical evaluation.
Figure 1. Samples received from Client
2. FTIR Analysis
Fourier Transform Infrared Spectroscopy (FTIR) was employed to identify the chemical structure and functional groups present in the adhesive. Both good and bad samples displayed characteristic ester linkages, confirmed by strong carbonyl (C=O) absorption near 1720–1730 cm⁻¹, and C–O–C stretching in the 1128–1040 cm⁻¹ region. The adhesive was classified as an aromatic polyester acrylate, consistent with UV-curable resin systems.
However, subtle spectral intensity differences between good and bad samples suggested potential variations in curing or crosslink density. Incomplete curing would leave unreacted acrylate monomers, reducing overall bond strength and resistance to environmental degradation.
Figure 2. FTIR spectrum of the bad sample
3. Thermogravimetric Analysis (TGA)
TGA was performed to evaluate thermal stability and decomposition behavior. The defective (bad) adhesive sample showed multiple degradation steps starting around 305°C and left only ~10% residue, while the good sample degraded more smoothly starting near 310°C and retained ~18% residue. These results indicate a more stable and cohesive polymer network in the good sample.
The lower stability in the defective sample supports the hypothesis of under-curing or improper catalyst ratios during production. Multiple degradation steps are also indicative of phase separation or volatilization of unreacted low-molecular-weight compounds.
Figure 3. FTIR spectrum of the good sample
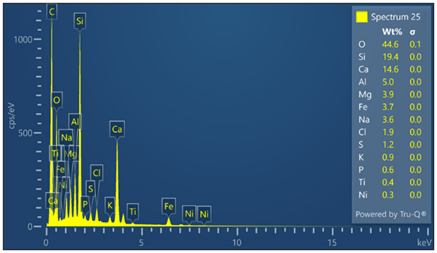
4. EDS Analysis
Energy Dispersive Spectroscopy (EDS) performed via SEM revealed distinct compositional differences between samples. The defective adhesive contained traces of sodium (Na) and chlorine (Cl), suggesting contamination with salt (NaCl). Such contamination could result from environmental exposure to road salt, condensation, or de-icing agents, particularly if the adhesive was semi-cured or hygroscopic during storage or application.
The presence of NaCl and cracks visible under SEM confirm both physical and chemical degradation, compromising the glue’s mechanical integrity. In contrast, the good sample exhibited consistent curing, minimal cracking, and no contamination.
Figure 4. TGA curve of the glue material (bad sample)
5. Microscopic Analysis
Microscopic examination revealed a clear distinction between the adhesion quality of good and defective samples. In the defective specimens, the glue layer showed delamination and poor adhesion at the interface between the adhesive and black housing material. Conversely, the good samples maintained firm bonding, indicating better curing and interface compatibility.
Figure 5. TGA curve of the glue material (good sample)
6. Discussion
The findings from FTIR, TGA, EDS, and microscopic analyses converge on a common conclusion: the primary cause of adhesive failure was under-curing and contamination during manufacturing. These issues directly affect crosslink density, bond uniformity, and resistance to environmental stressors such as heat and moisture. Variations in curing time, UV exposure, or humidity during assembly could lead to inconsistent adhesive performance across production batches.
Additionally, salt contamination further accelerates the degradation process by promoting moisture absorption and localized corrosion, reducing the lifespan of adhesive joints.
7. Recommendations
Ensure Uniform Curing: Maintain consistent curing parameters (UV intensity, duration, and temperature) to achieve full polymerization.
Control Environmental Conditions: Avoid humidity and temperature fluctuations during adhesive mixing and application.
Quality Inspection: Implement routine FTIR or TGA spot checks to monitor curing consistency across batches.
Prevent Contamination: Store and handle adhesives in controlled environments to minimize moisture and salt exposure.
Material Review: If failures persist, consider reformulating the adhesive with enhanced crosslinking agents or moisture barriers.
8. Conclusion
Comprehensive laboratory testing confirmed that the defective adhesive samples failed primarily due to under-curing and contamination, resulting in reduced crosslink density and mechanical stability. The presence of NaCl contamination suggests additional environmental impact that exacerbated the adhesive degradation. By optimizing curing conditions and controlling contamination sources, consistent and reliable bonding performance can be ensured for future production batches.